درع كروب للإمبراطورية الروسية. دعنا نذهب لتسجيل الرقم القياسي

ظهرت هذه المقالة والمواد التي تلتها بفضل مجموعة كبيرة من البيانات حول اختبارات إطلاق القذائف المحلية الخارقة للدروع ذات الأطراف الخارقة للدروع في الفترة 1901-1903، والتي قدمها إي. أ. بيركالوف في كتابه "تصميم البحرية" قذائف مدفعية." أدى تحليل هذه المعلومات إلى عدد من الاستنتاجات غير المتوقعة للغاية.
مميزات الاختبارات والتقارير عنها
تم إطلاق النار بقذائف مفرغة خارقة للدروع من مصانع بيرم وأوبخوف وبوتيلوف على صفائح مدرعة تم تقويتها بطريقة كروب. يتراوح سمك الصفائح المدرعة من 127 إلى 305 ملم. تم تركيب هذه الألواح على إطار هيكل واحد، والذي لم يتغير حسب سمك البلاطة، مع استثناء واحد.
في جميع الحالات، تم تركيب سترة فولاذية عمودية مسطحة بسمك بوصة ونصف (38,1 ملم) على الدعامات (الإطارات) الرأسية. ومع ذلك، لم تكن السترة متجانسة، ولكنها تتكون من ثلاث صفائح فولاذية مقاس نصف بوصة (12,7 ملم) مكدسة فوق بعضها البعض. تم وضع بطانة من خشب الصنوبر مقاس 4 بوصات (102 ملم) أعلى القميص، حيث تم تركيب لوحة الدروع. كان الاستثناء هو اللوحة المدرعة رقم 83 لمصنع أوبوخوف. كانت منحنية، لذا تراوح سمك بطانة الصنوبر تحتها من 2 إلى 20 بوصة (50,8-508 ملم).
تم تجهيز جميع القذائف التي تم اختبارها بنصائح خارقة للدروع من نظام "ماكاروف" - على الرغم من عدم الإشارة إلى تصميم الطرف بشكل مباشر، ولكن في 1901-1903. ببساطة لا يمكن أن يكون هناك أي نصائح أخرى.
تم إطلاق جميع الطلقات تقريبًا بشكل طبيعي (90 درجة). يتم وصف حالتين عندما ضربت القذائف زوايا 25 و 28 درجة، ولكن تم إطلاق كلتا الطلقتين على لوحة منحنية - يمكن الافتراض أن هذه الزوايا لم تتشكل بنية الرماة، بل نتيجة للانحراف مسار القذيفة أثناء الطيران بسبب التشتت.
نظرًا لأنه كانت هناك حالات أثناء الاختبار عندما ضربت القذيفة مكانًا أضعفته الضربات السابقة، فقد تم تسجيل هذه النتائج، لكن لم يتم احتسابها وتمت الإشارة إليها بشكل خاص. سأفعل نفس الشيء.
لكل طلقة يشار إلى ما يلي:
1. العيار والوزن الدقيق للقذيفة. بالنسبة لقذيفة من نفس العيار كانت تختلف قليلاً. على سبيل المثال، كان الفرق بين أثقل وأخف قذائف عيار 120 ملم من مصنع أوبوخوف 153 جرامًا.
2. رقم لوحة الدروع وسمكها.
3. سرعة المقذوف لحظة الارتطام بالدرع وزاوية انحرافه عن الطبيعي. مع استثناءات نادرة، هو صفر.
4. وصف لما تم ثقبه، وما إذا كانت القذيفة ظلت سليمة، ومكان العثور عليها أو على شظاياها، ومعلومات إضافية أخرى، مثل "القوة البشرية" المحسوبة للقذيفة.
عادةً ما تقتصر أوصاف الاختبار على هذه البيانات. لكن E. A. Berkalov يستشهد أيضًا ببيانات أخرى مهمة للغاية لم أواجهها من قبل:
1. سرعة الاختراق النظرية لهذه اللوحة لقذيفة بدون طرف. هذه هي المرة الأولى التي أواجه فيها هذا المؤشر، ومن الصعب المبالغة في تقدير قيمته - بفضله سنرى متانة درع كروب المنتج محليًا كما فهمه أسلافنا في 1901-1903.
2. الشيء الذي لم أتوقع رؤيته أبدًا هو مؤشر يسمى "معامل البلاطة". أظهر هذا المعامل مدى تفوق هذه اللوحة المدرعة على اللوحة القياسية ذات السماكة المتساوية من حيث المتانة.
بفضل هذه المعلومات الشاملة، أتيحت لي الفرصة لتقييم المتانة المحسوبة والفعلية لدروع Krupp المصنوعة محليًا، وكذلك تحديد قدرات الطرف الخارق للدروع من تصميم "Makarov".
Но обо всем по порядку.
مقاومة درع كروب - القيم المحسوبة
بناءً على البيانات المذكورة أعلاه، قمت بإنشاء جدول، أدناه ستكون هناك تعليقات عليه.
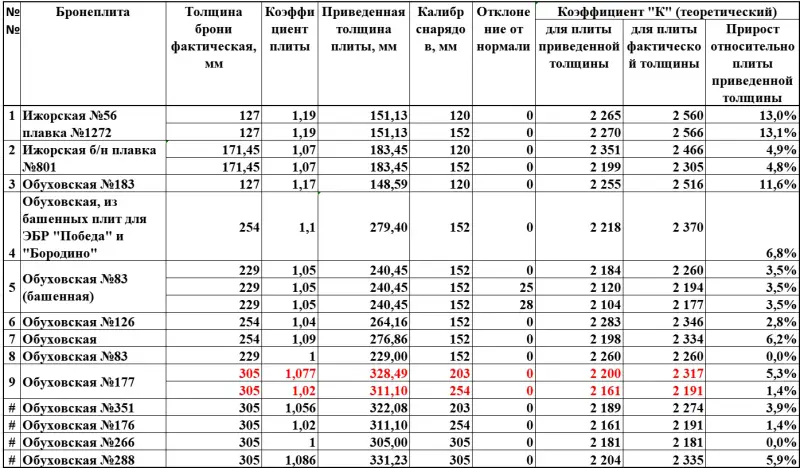
لذلك، أول شيء فعلته هو حساب معامل "K" باستخدام صيغة دي ماري لكل من السماكة الفعلية والسماكة المنخفضة للصفائح المدرعة. الطريقه بسيطه جدا.
لنأخذ على سبيل المثال لوح Izhora رقم 56 من الذوبان رقم 1272 - وكان سمكه 127 ملم. ويشار إلى أن معامل هذه البلاطة هو 1,19؛ ويجب اختراقها بواسطة مقذوف 120 ملم وزنه 20,17 كجم بدون طرف وبسرعة 2 قدم في الثانية (535 م/ثانية). في هذه الحالة، تظهر الحسابات باستخدام صيغة دي ماري أن "K" = 772,7. وستكون هذه هي القيمة المحسوبة للمتانة المتوقعة من هذه اللوحة المدرعة بالتحديد.
لكن عليك أن تأخذ في الاعتبار أن هذا اللوح بالذات تبين أنه جيد للغاية وأن متانته أعلى بنسبة 19٪ من المعيار. لذلك، فهو يتوافق مع 151,13 ملم من الصفائح المدرعة ذات المقاومة القياسية. بالاستبدال في الحساب بدلاً من 127 ملم، السُمك الفعلي للوحة 151,13 ملم، أحصل على "K" = 2 - كان هذا المعامل هو الذي يميز متانة لوحة Krupp القياسية المنتجة محليًا فيما يتعلق بقذيفة 265 ملم.
وهنا، ربما أود أن ألفت انتباه القارئ العزيز مرة أخرى إلى خصوصية صيغة اختراق الدروع التي استمدها دي مار. الزيادة في سمك الدرع لا تتناسب بشكل مباشر مع الزيادة في سرعة القذيفة التي تخترق بها هذا الدرع (تتغير سرعة القذيفة بما يتناسب مع سمك الدرع إلى قوة 0,7). وعلى العكس من ذلك، فإن معامل "K" يتغير بالتناسب المباشر مع السرعة. ولذلك فإن زيادة مقاومة (سمك) الدرع بنسبة 19% تتطلب زيادة في “K” وسرعة المقذوف لاختراقه بنسبة 13,02% فقط.
يسعدني أن أقدم ليس فقط القيم المحسوبة لمعامل "K"، ولكن أيضًا سرعات القذائف المطلوبة لاختراق الدروع، لكن هذا مستحيل في هذا الجدول، لأن هذه السرعات، وإن كانت طفيفة، لا تزال تختلف اعتمادًا على كتلة المقذوفات. وفي المستقبل، عندما أقوم بنشر أوصاف كل ضربة، سيتم عرض هذه السرعات بالطبع على عزيزي القارئ.
السؤال الذي يطرح نفسه: كيف تم تحديد المتانة الفعلية للوحة مدرعة معينة؟
لا يحتوي الكتاب المدرسي لـ E. A. Berkalov على إجابة مباشرة على هذا السؤال، ولكن يُشار إلى أنه بالنسبة لألواح Obukhov رقم 176 و177 للقذائف عيار 254 ملم، تم تحديد هذه المعلمة من خلال لقطات اختبارية. يمكن افتراض أنه تم تثبيته بطريقة مماثلة بالنسبة للألواح الأخرى.
النتائج
1. الاستنتاج الأكثر أهمية الذي يتبع من الحسابات المذكورة أعلاه هو التباين الكبير في قوة صفائح دروع كروب المنتجة محليًا، حيث يمكن أن تتجاوز متانة النسخ الفردية المعيار المحدد بنسبة تصل إلى 19٪.
2. كان تجاوز المقاومة القياسية للصفائح المدرعة هو القاعدة. من بين 13 لوحة مدرعة، كان هناك 2 فقط يتمتعان بالقوة التي تفي بالمعايير، والباقي كان أقوى.
3. تم حساب متانة الصفائح المدرعة مع الأخذ بعين الاعتبار أنواع معينة من القذائف. لذلك، على سبيل المثال، تجاوزت نفس لوحة Obukhov رقم 177 المعيار عند تعرضها لقذائف 203 ملم بنسبة 7,7٪ (معامل اللوحة 1,077)، وعند تعرضها لقذائف 254 ملم - بنسبة 2٪ فقط (1,02). وهو ما يؤكد مرة أخرى بالطبع أن المعامل "K" وفقًا لصيغة de Marre يحدد مقاومة الحماية ليس "بشكل عام" ولكن فيما يتعلق بقذيفة معينة.
4. تتقلب قيم "K" المحسوبة للصفائح المدرعة غير المنحنية حتى داخل نفس عيار المقذوفات:
- قذائف 120 ملم: 2-255 للألواح ذات السماكة المحددة و2-265 للألواح الفعلية؛
- القذائف 152 ملم: 2-198 للألواح ذات السماكة المنخفضة و2-283 للسماكة الفعلية؛
- قذائف 203 ملم - 2-189 للصفائح ذات السماكة المحددة و2-200 للصفائح الفعلية؛
- قذائف 254 ملم - 2 للألواح ذات السماكة المحددة و161 للسماكة الفعلية؛
- قذائف 305 ملم - 2-181 للصفائح ذات السماكة المحددة و2-204 للصفائح الفعلية.
5. بشكل عام، هناك ميل ملحوظ إلى أن الصفائح الرقيقة نسبياً بالمقارنة مع المقذوفات ذات العيارات الصغيرة نسبياً تظهر مقاومة أفضل من الصفائح ذات السماكة الأكبر تحت تأثير العيارات الكبيرة.
6. هناك غرابة في حسابات متانة البلاطة المنحنية - فكلما زاد الانحراف عن الوضع الطبيعي، انخفضت متانة اللوح المحسوبة.
7. الدروع المنحنية أقل متانة من الدروع "المسطحة". تعرضت لوحتان مدرعتان بسمك 229 ملم لإطلاق قذائف 152 ملم، لكن الحد الأدنى لـ "K" للوحة المنحنية كان 2، ولللوحة المسطحة 104.
فرضية حول الفرق في مقاومة الدروع
كيف يمكن أن يحدث أنه عند صنع الألواح الأسمنتية كان هناك مثل هذا الاختلاف في المتانة؟ هنا، للأسف، لا أستطيع إلا أن أتكهن.
من الواضح، إذا أخذنا قطعتي عمل متطابقتين تمامًا وقمنا بتنفيذ عمليات متطابقة تمامًا عليهما، فسنحصل في النهاية على لوحتين متطابقتين تمامًا للدروع. لكن هذا لا يحدث بالطبع في الحياة - يختلف تكوين قطع العمل، ولا يتم تنفيذ العمليات في العملية الفنية بشكل متطابق، ولكن مع بعض التسامح.
في الوقت نفسه، فإن عملية إنشاء لوح أسمنتي باستخدام طريقة كروب صعبة للغاية. سأقدمها بإيجاز وفقًا للوصف الذي قدمه المحترم P. V. ساخاروف في عمله "صناعة الصفائح المدرعة باستخدام طريقة كروب".
أولا، يتم لحام الفولاذ بتركيبة كيميائية معينة. ثم يتم صهرها في أفران الموقد المفتوح وصبها في قوالب من حديد الزهر إلى سبائك يزيد وزنها بنسبة 70% عن وزن اللوحة في شكلها النهائي.
ثم يتم تبريد السبائك وإخراجها من القالب وتسخينها مرة أخرى ولفها إلى حالة أكثر سمكًا قليلاً من اللازم. يستمر اللف لمدة 40-55 دقيقة ثم يعود إلى الفرن.
يتم الآن إرسال قطعة العمل، التي يتم تسخينها إلى 600 درجة، تحت مكبس، ثم يتم تنظيفها من الخبث والشوائب.
ثم يتم أخذ لوحين، يتم تثبيت الأسطح الأسمنتية على بعضها البعض بحيث تكون المسافة بينهما عدة سنتيمترات، وهناك يتم تسخينها إلى ما يقرب من ألف درجة، وتقف هذه الألواح لمدة 7 إلى 20 يومًا، ويتم إطلاق الغاز بينهما بالترتيب إلى "كربنة" السطح ليتم تدعيمه.
يتم تبريد لوح التسخين بالزيت، بينما يتم تبريد الزيت نفسه عن طريق تدوير الماء، ثم تسخينه مرة أخرى ثم غمره في الماء. وبعد ذلك - مرة أخرى تحت الضغط، الآن إعطاء اللوح المستقبلي الشكل المطلوب. علاوة على ذلك، يمكن تكرار هذه العملية إذا لزم الأمر إذا لم يتم تحقيق الحالة المطلوبة لقطعة الشغل في المرة الأولى.
ومن ثم العودة إلى الفرن، ولكن العملية أكثر تعقيدا من السابقة، لأن مهمة التصلب هي رفع درجة حرارة الطبقة الأسمنتية إلى 800-900 درجة، في حين يجب أن يسخن الجانب غير الأسمنتي إلى ما لا يزيد عن ذلك. من 650 درجة. وقد حقق المهندسون الألمان ذلك من خلال وضع الجانب غير الأسمنتي من البلاطة على الرمل الرطب، الذي يوصل الحرارة بشكل جيد بينما يظل السطح الأسمنتي مكشوفًا.
وأخيرًا، بعد هذه المعالجة، يحدث التصلب النهائي بسقوط نفاثات من الماء على المستوى الأسمنتي.
وبطبيعة الحال، لم تكن عملية صنع لوحات كروب في بلدان مختلفة متطابقة، ولكنها ظلت متشابهة إلى حد ما. ويمكن الافتراض أن بعض الانحرافات في تكوين قطع العمل، وكذلك في العملية التكنولوجية (ظروف درجة الحرارة، وما إلى ذلك) أدت إلى اختلاف في متانة الصفائح المدرعة الموضحة أعلاه.
وهنا يطرح السؤال الثاني - إذا كان هناك الكثير من الصفائح المدرعة التي تجاوزت متانتها القيم القياسية، فكم عدد الصفائح المدرعة التي لم تصل إلى المستوى القياسي؟
من المستحيل القول أنه لم يكن هناك أي منها لمجرد أنها لم تستخدم في اختبار القذائف، لأن هذا سيكون "خطأ الناجين" النموذجي. من يدري، ربما تم رفض بعض لوحات الدروع المقدمة للاختبار نتيجة لقطات الاختبار، والبروفيسور E. A. Berkalov ببساطة لم يشير إلى ذلك في عمله، لأنه لم يكن له أي علاقة بتصميم القذائف؟
أفترض (ولكن هذه مجرد فرضية) أن القوة القياسية للوحة Krupp المنتجة محليًا هي الحد الأدنى من المقاومة، أو قريبة منها، والتي يتم تحقيقها من خلال مراقبة التركيب الكيميائي للفولاذ ومتطلبات العملية الفنية. وهذا يعني أن المعيار هو الحد الأدنى من القوة التي ستظهرها اللوحة، حتى لو كانت الغالبية العظمى من التفاوتات الكيميائية والتكنولوجية تعمل ضدها. يحدث انخفاض في المتانة أقل من المعيار عندما لا يفي التركيب الكيميائي لقطعة العمل بالمتطلبات في البداية، أو يتم ارتكاب انتهاكات للعملية الفنية، وبعبارة أخرى، كان هناك انحراف يتجاوز الحد الأقصى المسموح به.
ودعما لهذه الفرضية أستطيع أن أقول ما يلي.
من الواضح أن هناك بعض قيم المقاومة الدنيا والقصوى التي يمكن أن تتمتع بها اللوحة المدرعة إذا تم استيفاء المتطلبات الحدودية للتركيب الكيميائي لقطعة العمل والعملية الفنية. ببساطة، إذا كانت جميع التفاوتات زائد، فسنحصل على لوحة من أفضل القوة، وإذا، على العكس من ذلك، فهي ناقص، فستكون القوة ضئيلة. بين هذه الحد الأدنى والحد الأقصى من متانة لوحات الدروع المنتجة سوف تختلف. ولكن من الصعب جدًا أن نتخيل أن الانحرافات والتفاوتات كانت كبيرة لدرجة أن متانة اللوح تختلف بنسبة تزيد أو تقل عن 19٪ من القيمة المتوسطة.
مرة أخرى، إذا افترضنا أنه، على سبيل المثال، تم ضبط المقاومة القياسية عند مستوى متوسط معين، ففي هذه الحالة سيكون ما يقرب من نصف الصفائح المدرعة أقل من المستوى المطلوب ولن يقبلها العميل. ولكن بعد ذلك سيكون لدينا دليل على التخلص المنتظم والواسع النطاق من الدروع، وهو ما لم أجده من قبل في المصادر. نعم كانت هناك عيوب، نعم تم رفض بعض الدفعات بالطبع، ولكن ليس نصف ما تم إنتاجه.
لذلك أعتقد أن فرضيتي صحيحة. وأفترض أيضًا أن هذا عادل وينطبق على الدروع ليس فقط من الشركات المصنعة المحلية، ولكن أيضًا من الشركات المصنعة الأجنبية.
ملاحظة مهمة جدا
كما ذكر أعلاه، تم إجراء اختبارات إطلاق النار، على أساس الاستنتاجات المذكورة أعلاه، في الفترة 1901-1903. لكن يجب ألا ننسى أن شرط بقاء القذيفة سليمة أثناء اختراق الدروع قد تمت صياغته لاحقًا - فقط في عام 1905.
وهذا يؤدي إلى نتيجة بسيطة للغاية: معاملات "K" المذكورة أعلاه تلبي متطلبات اختراق الدروع دون الحفاظ على سلامة القذيفة. إذا وضعنا شرطًا للحفاظ على القذيفة ككل، فمن أجل تحقيق ذلك، يجب أن تكون سرعات القذيفة على الدرع أكبر، وسيكون "K" للدروع المحلية أعلى من تلك الواردة في الجدول في هذه المادة .
بعد ذلك سننظر إلى نتائج اختبارات إطلاق النار لجميع العيارات: من 120 ملم إلى 305 ملم.
يتبع ...
معلومات